
La preservación de alimentos y su consiguiente comercialización día a día plantean retos a la industria de la refrigeración, al requerir temperaturas sin descuidar la seguridad y la eficiencia energética, siempre buscando alternativas amigables con el medioambiente
Javier Carrasco, Fernando Gutiérrez, Joaquín Tena
Desde hace varios años, la búsqueda de alternativas en gases refrigerantes ha dado como resultado la oferta de distintas mezclas; con ello, también ha sido necesario desarrollar metodologías para su aplicación, ya sea que éstas guíen a los técnicos o ingenieros acerca de los riesgos y aspectos por considerar o que indiquen la aplicación de dichas alternativas en refrigeración, las cuales deben tener una clara difusión en el sector.
Entre las alternativas se encuentra el R-442A, una mezcla de gases refrigerantes hidrofluorocarbonos (HFC) no azeotrópica, con cero agotamiento a la capa de ozono, bajo potencial de calentamiento atmosférico y alta eficiencia energética, que se emplea en equipos nuevos de refrigeración de medias y bajas temperaturas. También es un reemplazo directo del R-404A y R-507 y sustituto indirecto del R-502 y sus sustitutos, como el R-22, R-408A, entre otros.
El R-442A (conocido en Europa como RS-50) es la evolución de los refrigerantes de alta seguridad (A1) del grupo HFC, con bajo impacto de efecto invernadero y gran ahorro energético para refrigeración. En estudios realizados por la Universidad Politécnica de Cataluña, publicados en 2014, se ha demostrado que el R-442A es el refrigerante que aporta más capacidad de refrigeración y un coeficiente de rendimiento mayor, comparado con el R-404A, R-507, R-407A, R-407F y el R-22, tanto en medias como en bajas temperaturas de evaporación.
Asimismo, se observó una gran disminución del tiempo requerido para alcanzar la temperatura deseada. Los aditivos especiales del R-442A permiten mejorar enormemente el retorno de aceites de la familia de los polioléster (POE) al compresor.
También indican que los cambios de R-502, R-408A, DI44 o R-22 a R-442A serán muy parecidos a los realizados con R-404ª; sobre todo, para cambiar una instalación de R-404A o R-507 a R-442A sólo será necesario cerrar ligeramente la válvula de expansión.
 Alternativa para productos congelados
Alternativa para productos congelados
Una de las virtudes del R-442A es que ofrece atractivas prestaciones termodinámicas, así como seguridad en el funcionamiento del compresor, especialmente respecto de la temperatura de descarga. Este refrigerante tiene, a su vez, un potencial de calentamiento atmosférico de aproximadamente 50 por ciento (%) del índice ofrecido por el refrigerante R-507, el cual suele utilizarse en la conservación de productos congelados.
- Según la instalación, habrán de tomarse ciertas consideraciones; tal fue el caso de un estudio realizado en España:
- El sistema disponía de una válvula de expansión electrónica y una línea de líquido de gran longitud
- Para aplicar el refrigerante, se tomó en cuenta el uso de una herramienta para el ajuste de todos los parámetros, la cual es posible adquirir en el mercado. De igual manera, se dispuso del programa del fabricante para la manipulación de la válvula de expansión electrónica de pulsos
- Dado que la zona geográfica donde se ubicó la instalación es de alta temperatura de condensación (Tª) en verano, en el lugar habrá al menos ocho meses en los que la Tª de descarga del compresor será suficientemente válida para el uso de la instalación sin problemas; aunque se consideró la corrección pertinente a fin de garantizar el buen funcionamiento en esos meses de más alta Tª exterior
- El aceite con que se cargó el sistema fue POE ISO-32
- La carga de refrigerante de la instalación fue de 90 kilogramos de R-442A
A las consideraciones anteriores se sumaron algunas medidas correctoras previas a la puesta en marcha, por ejemplo:
Para evitar el golpe de ariete producido por la presión de corte en la válvula de expansión, se tomaron como base para la instalación y el cálculo los parámetros usados en el R-507, refrigerante característico de las instalaciones que disponen de larga tubería de línea de líquido; adicionalmente, se colocó un sistema compensador RCM para tubería de 1 1 / 8 pulgadas. De igual manera, se utilizaron otras medidas correctoras con el propósito de evitar el golpe de ariete:
- Aumentar el diámetro de la línea de líquido a la siguiente medida, para disminuir la velocidad del fluido de más de un metro por segundo a menos de medio metro por segundo
- Colocar una válvula de expansión de apertura paso a paso
En dicha instalación se optó por utilizar la medida correctora contra golpe de ariete que se señaló en primera instancia; es decir, la colocación de un dispositivo RCM para tubo de 1 1/8 pulgadas.
Ahora bien, para la alta Tª del verano, se colocó un sistema de inyección de líquido en la aspiración del compresor, con una válvula de expansión, que pueda inyectar líquido expansionado en la aspiración del compresor (en torno a 8 / 10 kilowatts (kW) de potencia efectiva), comandada por una válvula solenoide y un termostato que controle la temperatura de descarga y la mantenga en situaciones extremas a temperaturas máximas de 105 °C para el arranque y paro a 95 °C.
Se comprobó que el evaporador dispone de un ΔT pequeño (6 grados centígrados), característica importante para que el refrigerante R-442 funcione correctamente y que el condensador dispone de un ΔT en el aire equivalente a 8 °C, fundamental para evitar una presión de descarga demasiado alta y que arroje una Tª de condensación aceptable para las altas temperaturas propias de la zona geográfica en la que se instaló el sistema, la cual se encuentra en Amberes.
Igualmente, dispuso de un sistema de regulación de los ventiladores del condensador, para que mediante presostatos se pueda regular una Tª (en torno a 40 grados centígrados) lo más estable posible a lo largo de la mayor parte del año y así obtener el mejor COP.
Luego de llevar a cabo las medidas correctoras, se procedió a probar la instalación siguiendo el siguiente protocolo:
- Prueba de estanqueidad del sistema presurizando con nitrógeno seco a 20 BAR y empleando tecnología de ultrasonidos con la herramienta UP100, para la inspección y localización de posibles puntos de fugas
- Carga de Aditivo Zerol ICE LT (15 % del volumen de aceite POE ISO-32)
- Carga de refrigerante R-442A (una botella de 90 kilogramos)
- Colocación de las sondas para medir y analizar cada una de las operaciones del sistema de refrigeración, incluyendo el efecto de las Tª altas de condensación y sus medidas correctoras
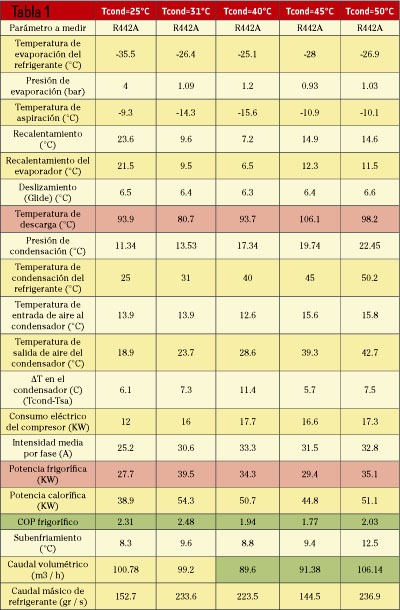
- Se observaron las siguientes prestaciones: (Tabla I) Nota: Se ve que la toma de datos a 50 ºC aumenta el caudal volumétrico y másico.
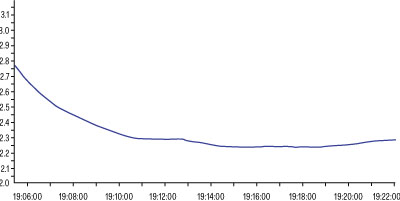
- Se identificaron los siguientes puntos básicos del efecto del refrigerante R-442A en esta instalación, con sus curvas correspondientes (Gráfica I y Gráfica II)
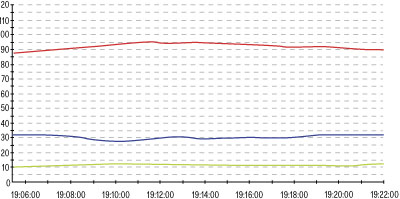
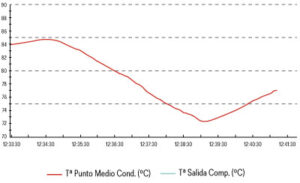
Gráfica III: Gráficas con Tcond =31 ºC (13.53 bar HP)
A esta presión de condensación, en torno a 11.5 bar, la temperatura de descarga se mantiene estable entre 90 y 95 ºC, mientras que la potencia frigorífica oscila entre 30 y 35 kW. (Gráfica III y Gráfica IV).
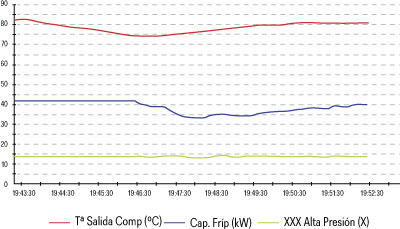
Por otro lado, a esta presión de condensación, es decir, 13.53 BAR, la temperatura de descarga oscila entre 74 y 83 °C y la capacidad frigorífica del equipo se sitúa entre 35 y 40 kW.
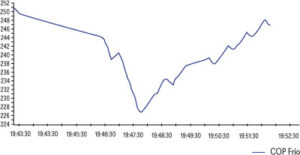
Al llegar a este proceso, se aplicó inyección de líquido en la aspiración del compresor, a través de una válvula de expansión controlada por una sonda de temperatura situada en la descarga del compresor, con la finalidad de que no se sobrepasaran 84 °C, a modo de prueba. Funcionó de la siguiente forma: (Gráfica V)
Conclusiones
La congelación de alimentos es una forma de conservación basada en la solidificación del agua contenida en ellos; por tal motivo, uno de los factores por considerar en el proceso de congelación es el contenido de agua del producto, ya que en función de la cantidad de agua se tiene el calor latente de congelación. El calor latente del agua es la cantidad de calor requerido para transformar 1 kilogramo (kg) de líquido en hielo sin cambio de temperatura (en este caso es de 80 kcal / kg). Otros factores son la temperatura inicial y final del producto, determinantes en la cantidad de calor que debe extraerse del producto.
De manera general, se puede decir que la aplicación del refrigerante R-442A a esta instalación ha resultado exitosa, gracias a las medidas correctoras aplicadas, ya que en comparación con el refrigerante previsto para esta instalación, el R-507, se obtuvo:
- Mejor COP y mejor CAP
- Aceptable presión de descarga y Tª de descarga para la mayor parte del año
- Menor contribución al calentamiento global por dos razones, ya que existe un efecto directo del producto en menor cantidad por posibles fugas, así como un menor efecto indirecto por mejora de consumo energético.
[author ]Javier Carrasco
Responsable técnico y Gerente de la firma Refrigeración Carrasco, S.L. empresa ubicada en Miajadas, España.
Fernando Gutiérrez
Ingeniero Técnico Industrial que ha trabajado en varias compañías españolas, actualmente es consultor independiente
Joaquín Tena
Ingeniero Técnico Industrial perteneciente a la empresa RefriApp, compañía especializada en soporte y aplicaciones de refrigeración[/author]