
Un análisis adecuado en calderas puede solucionar el costo de operación y hacer más eficientes los recursos económicos y energéticos.
Por Robert Horton.
Las calderas industriales se utilizan como fuente de vapor en una amplia variedad de instalaciones industriales. Para muchos operadores, la factura anual de energía de sus calderas asciende a millones o decenas de millones de dólares.
A menudo se utilizan sofisticados procesos de control y supervisión para asegurarse de que las calderas funcionan de manera óptima, pero con el paso del tiempo el hardware y el software encargados de ello pueden degradarse. Cuando están en juego grandes facturas de energía, es evidente que las medidas para evitar esta degradación, y reducir así el consumo de energía, son muy bien recibidas. Esa es la razón por la que se ha hecho popular el análisis Fingerprint de ABB con dichas instalaciones.
El análisis Fingerprint identifica dónde hay que renovar o reparar los bucles de control y el hardware, y lleva invariablemente a importantes reducciones en las facturas de energía y las emisiones de carbono asociadas. Tal como lo manifiesta el análisis, donde la amortización se da en un plazo muy corto.
Los precios del petróleo constituyen un buen indicador de los costes generales de la energía. Entre 1989 y 2003, el precio medio del barril de petróleo era de unos 20 dólares; subió a 50 dólares, en 2005, y llegó a un máximo de casi 150 dólares a mediados de 2008. Aparte de los dolores de cabeza asociados con la planificación financiera que causa esa volatilidad, las enormes facturas de energía que llegan a la puerta de las empresas afectan significativamente a la rentabilidad. Para los equipos que hacen un intenso uso de energía, como las calderas industriales, el problema es especialmente grave: una caldera industrial de 150 klb de vapor/h (68.040 kg/hora) que funcione con gas natural tendría una factura de combustible anual de cerca de 5 millones de dólares entre 1989 y 2002; habría subido a 10 millones de dólares en 2007, y a 20 millones de dólares en 2008. No está claro hacia dónde apuntan las futuras tendencias.
Un punto para intentar aliviar los costes se encuentra en el hardware y el software dedicados a la optimización del funcionamiento de las calderas. Tenerlas en buen estado de funcionamiento aporta muchas ventajas:
- Ahorro de energía
- Mejor respuesta a las demandas de vapor del proceso
- Mayor margen de funcionamiento de la caldera
- Más fiabilidad
- Mejora de la seguridad
- Huella de carbono reducida
Ganancias en el bucle
Como muchos equipos industriales, las calderas que producen vapor dependen de controladores PID para regular el proceso, reducir la inestabilidad del producto y mejorar las operaciones. Sin embargo, ABB está descubriendo lo siguiente en la automatización con PID:
- Los bucles de los PID no se mantienen
- Los bucles de los PID se degradan
- Los bucles de los PID obstaculizan la producción y el rendimiento
- Los equipos asociados no funcionan adecuadamente
Debido a esto, se ha presentado un servicio de análisis Fingerprint que mejorará el rendimiento de las calderas. Este sistema examina el estado del hardware y los controles comprueba la estabilidad y el funcionamiento de la caldera, efectúa pruebas de carga de combustión, y ejecuta pruebas de respuesta escalonada dinámica. En el proceso se evalúa el funcionamiento de las calderas para definir los niveles de rendimiento existentes, y establecer una base para identificar y valorar las posibilidades de mejora. Se examinan las mejoras recomendadas para estimar la rentabilidad de la inversión (ROI), y a continuación se las prioriza según su rentabilidad.
Acciones posteriores resuelven los problemas y mantienen el rendimiento.
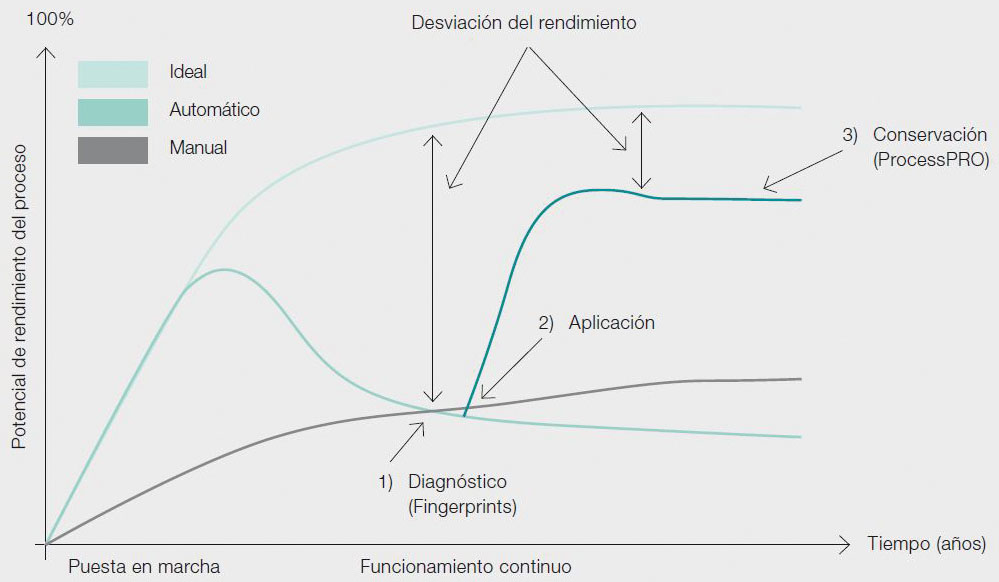
Hay tres fases en el análisis:
Diagnóstico
- Medir las desviaciones de rendimiento
- Predecir la ROI
- Emitir un plan de acción
Aplicación (práctica)
- Corregir desviaciones de rendimiento
- Definir plan de supervisión
Conservación (exploración/seguimiento)
- Controlar desviaciones de rendimiento
- Programar mantenimiento
- Definir activadores de condición
- Mantener las condiciones
Caso de éxito
El análisis Fingerprint que se llevó a cabo en cuatro pequeñas calderas industriales de la empresa química Arkema de Calvert City, Kentucky, una instalación que incluye la mayor planta de producción de refrigerante HFC 32 del mundo, ofrece un buen ejemplo de la potencia del mismo.
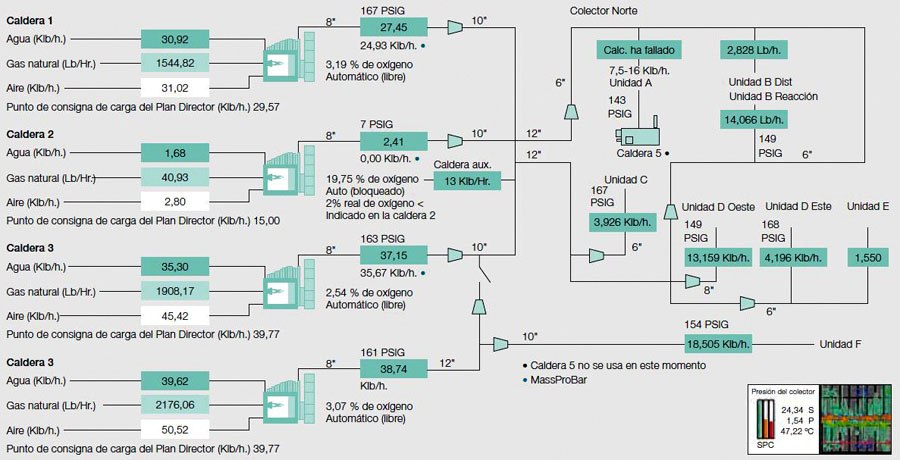
La planta de Arkema tiene cuatro calderas. Éstas producen vapor a niveles ligeramente diferentes porque son de distintos tamaños y se instalaron en diferentes momentos (ver gráfica 2).
Las dos primeras calderas, ambas instaladas en 1952, son de ladrillo con tomas de tiro forzado (FD) y ventiladores de extracción de tiro inducido (ID). Ambas tienen una capacidad nominal de 40 klb/h. La tercera caldera, un economizador de 1965, sólo dispone de un ventilador FD y tiene una capacidad nominal de 75 klb/h, aunque trabajaba normalmente a un máximo de 60 klb/h. La cuarta caldera, un economizador de 1996, del tipo de recirculación de los gases de combustión (FGR), trabajaba de forma idéntica a la tercera.
Las cuatro calderas producen vapor a aproximadamente 165 psi, pero ninguna ha trabajado a la máxima carga. La labor de Fingerprint se inició con la segunda caldera, ya que es la utilizada con más frecuencia y la menos eficiente.
Un examen inicial reveló que el movimiento del posicionador del ventilador ID era brusco, indicando que un cilindro neumático o el conjunto del pistón estaba posiblemente dañado. También se descubrió que el ventilador FD presentaba problemas. El equipo de ABB observó una trampilla suelta cerca del sensor de oxígeno que permitía que se perdiera aire en el conducto antes del ventilador ID. Asimismo, los dos sensores de oxígeno de la caldera seguían dando una lectura que era un 2 por ciento mayor que la proporcionada por un analizador portátil.
La pérdida significaba que se estaba añadiendo aire para una cantidad de combustible que no llegaba en realidad a la caldera. En consecuencia, las mediciones del suministro de aire y combustible subían y bajaban. Ambos valores mostraban histéresis, por lo que trabajaban de forma opuesta y producían variabilidad.
Por otra parte, una prueba del tiro del horno indicaba que el aire que se fugaba era aspirado por el ventilador ID y expulsado por la chimenea como energía desperdiciada. Basándose en las pruebas de carga, se corrigió el ajuste de la relación aire/combustible. El compensador de oxígeno que afina la relación aire/combustible se había infrautilizado en los últimos años, llevando a una operación subóptima.
Existe una regla práctica en la industria que dice que pasados seis meses desde la instalación, el rendimiento de cerca del 50 por ciento de los bucles de control de los procesos se degrada hasta cierto punto. En consecuencia, se supervisaron los bucles de control con la herramienta Loopscan y se encontraron varias deficiencias (ver tabla).
| Resultados de la supervisión del ciclo de control | ||
| Control | Proceso | Condición de la señal |
| C1: manual | P1: FCE fuera de márgenes | S1: cuentificado |
| C2: punto de consigna oscilante | P2: tamaño FCE | S2: ruido excesivo |
| C3: banda inactiva | P3: problema FCE | S3: espigas |
| C4: desplazado | P4: fuga FCE | S4: fuera |
| C5: sobre control | P5: perturbación intermitente | S5: compresión |
| C6: control lento | P6: perturbación persistente | S6: sobre filtrado |
| C7: desplazamiento FCE | P7: cuestionable | S7: tasa de muestreo |
| FCE: elemento de control final | ||
El análisis Fingerprint dio lugar a una lista completa de tareas. Se identificaron las siguientes mejoras en el hardware:
- Reparar las unidades de control de FD e ID
- Resolver los problemas de lectura del transmisor de oxígeno: comprobar calibrado, localizar fugas, cambiar ubicación
- Sellar adecuadamente todas las puertas
- Recalibrar los caudales de vapor
- Aumentar la vigilancia de los volúmenes de purga (la purga elimina la acumulación de sólidos que se produce por el agua/vapor)
- Ajustar, limpiar o sustituir las mirillas de vidrio para comprobar el nivel de los tambores
- Para la lógica de control, se elaboró esta lista de tareas:
- Realizar pruebas de combustión total para ajustar con precisión las curvas de vapor/aire, especialmente para el combustible
- Actualizar la lógica de control a las normas de aplicación actuales
- Ajustar la lógica para indicar cuándo es incorrecta la relación combustible/gas
- Actualizar el cálculo del exceso de aire
Y para el ajuste, lo siguiente:
- Reajustar los bucles para que sean menos agresivos
- Reducir las tendencias a picos y oscilaciones en la salida
- Añadir un pequeño filtro al medidor de niveles para reducir el traqueteo de la toma de agua
- Disminuir el filtrado en el medidor de caudal de vapor antiguo
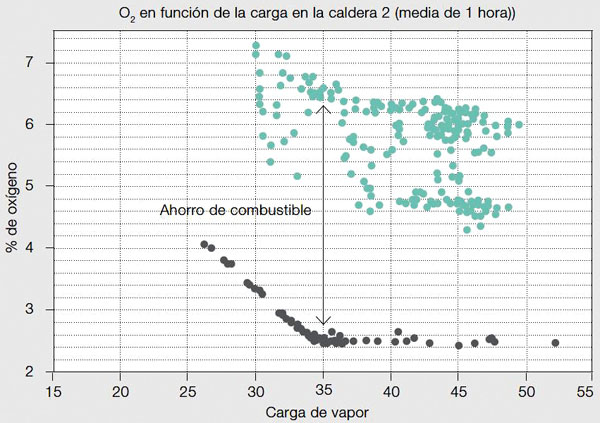
Como resultado de las medidas correctoras, las lecturas de oxígeno, que estaban en el intervalo del 6 al 7 por ciento, se han reducido a menos del 5 por ciento (ver gráfica 3).
Esta disminución de los niveles de oxígeno refleja menos aire que entra, menos aire que se calienta y menos aire expulsado, lo que se traduce en un ahorro considerable de combustible.
El ahorro aproximado fue de 75 mil dólares sólo para la segunda caldera, y todo ello sin inversión de capital importante.
La tercera caldera presentaba un problema porque se paraba inexplicablemente durante las tormentas. El equipo rastreó el origen del problema hasta un ventilador FD con una toma en el tejado.
La posición expuesta en el tejado lo hacía susceptible al error porque el efecto de cizalladura del viento afectaba a las mediciones en los tubos de Pitot que salían de la toma del ventilador. Arkema construyó una cubierta de protección contra la cizalladura del viento y eso resolvió el problema.
De paso, se demostró que era seguro hacer funcionar la caldera con cargas mayores, sacándose así un mayor provecho de los bienes de equipo instalados. En total, Fingerprint consiguió un ahorro total anual de energía en la planta de unos 237 mil dólares. Como el coste del servicio fue de unos 25 mil dólares por caldera, el tiempo de amortización fue muy corto.
El análisis Fingerprint se ha aplicado a otras instalaciones de calderas industriales con éxito parecido. Además de disminuir el consumo de energía, el procedimiento permite a los clientes reducir sus emisiones de gases de efecto invernadero.
Como es probable que ambas cuestiones aumenten su importancia en los próximos años, lo mismo pasará con el servicio de análisis Fingerprint.
——————————————————————————————————————————————————
Robert Horton
ABB Optimization Service Atlanta, GA, Estados Unidos.